溶接の種類、特徴
日頃より本コンテンツをご利用いただきありがとうございます。
今後、下記サーバに移行していきます。お手数ですがブックマークの変更をお願いいたします。https://kousyou.synology.me
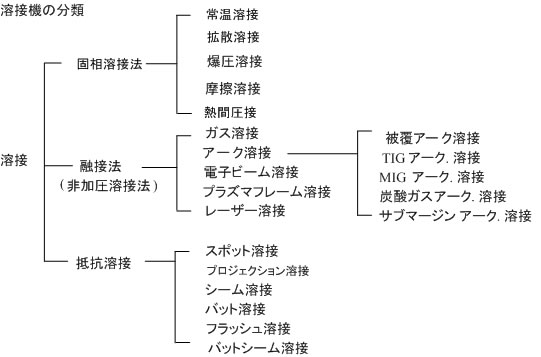
溶接は金属同士を接合する加工法である。
接合部分を局部的に加熱し通常は他の金属片(溶接棒)を加えながら溶融状態にして接合する。
金属材料を接合するには,原子間の結合力が作用する範囲にまで両方の金属面を接近させねばならない.これを達成するには冶金的な方法と機械的な方法とがある。
| 溶 接 法 | 適した材料 | 経済性 | 溶接姿勢 | 特 徴 | |
| ア ー ク 溶 接 | 鋼 一 般 鋳鉄は不可 (鋳鋼は可) |
安 価 | 下向き 縦向き 横向き 上向き |
最も一般的な溶接 | |
| ガスシールドアーク溶接 | イナートガスアーク溶接 TIG溶接 MIG溶接 |
アルミなどの軽金属合金 ステンレス鋼 特にTIG溶接は薄板に適する |
高 価 (ガスが高価なため) |
下向き | スラグ不要のため不純物の巻 き込みが少ない 熱の集中が良い 母材の変形が小さい |
| 炭酸ガスアーク溶接 | 低炭素鋼厚板に適する | イナートガスアーク溶接より安い. | 自動溶接に適する | ||
| サブマージドアーク溶接 | 厚鋼板を能率的かつ品質良く溶接できる | 高 価 | 下向き | 熱の散逸が少ない 溶接長さの長いものに適する |
|
| スポット溶接(抵抗溶接) | 薄板自動車のボディー |
安 価 | 下向き 縦向き 横向き 上向き |
自動化しやすく大量生産に適する 母材のひずみが小さい |
|
固相溶接法
文字どおり接合部を溶融させないで固相のまま接合溶接法の総称で、熱源の種類や加圧の方法によくて具体的的な名称が与えられている。
常温溶接
 右図に示すように冷間のまま溶接部に機械的圧力を加え塑性変形を起こして溶接する方法で装置は安価で操作も簡単である。
右図に示すように冷間のまま溶接部に機械的圧力を加え塑性変形を起こして溶接する方法で装置は安価で操作も簡単である。
また加熱をしないので軟化などの熱影響がない。
逆に金属によっては塑性変形による硬化を生ずる。
常温溶接は接合界面の酸化皮膜を塑性変形によって破壊し清浄な金属面が原子レベルで密着するために溶接する。
溶接性に影響する因子として溶接前の表面処理、溶接材の変形や酸化皮膜の性質が挙げられる。
表面処理としては電解研摩などの化学処理よりワイヤブラシなどによる機械的処理の方がよい。
拡散溶接
平滑な面を接触させ高温に保持して原子の相互拡散によって溶接する方法です。
互いに離れている面が接触しクリープ現象 によって接合界面が形成されていき 更にこれらの空げきは焼結現象によって次第に収縮減少し、同時に接合界面に形成され ていた結晶粒界が移動して,溶接は完了する。
したがっ て表面の仕上精度や酸化皮膜の厚さ,性質が溶接性に大きな影 響を与える。 拡散溶接は原子の拡散係数が大きいほど、また再結晶温度の低い材料ほど容易に行える。
同種金属を直接接合させるとその材料の白己拡散のみに依存するが、接合面に異種の材料をイ ンサート材として入れると,拡散量が増し接合が容易になる場合がある。
爆発溶接
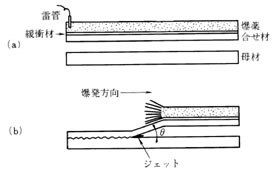 火薬が爆発する際に発生する衝撃圧力によって溶接する方法。
火薬が爆発する際に発生する衝撃圧力によって溶接する方法。
右図に示すように、まず母材と合せ材をあるすき間をあけて設置し合せ材の上に適当量の爆薬を乗せ、一端を起爆すると同図 (b)のように爆発圧力によって合せ材がある角度(10°~30°)で衝突し接合する。
爆発溶接は非常に高速で行われるため衝突点付近の金属は流体的な挙動を示し衝突点前方に金属の噴流(ジェット)を 発生する。
このジェットが母材と合せ材の表面酸化被覆を破壊し除去するため清浄表面が現れ、また接合界面付近の 傍のみが強く塑性変形するため接合する。
その界面は図に示すように特有の波状模様を呈する。
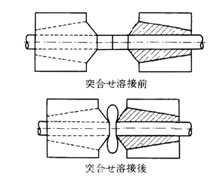
摩擦溶接
母材を突合わせて加圧し相対回転運動をさせ、その接触する摩擦熱を利用して溶接する方法である。
突合せ面によって軟化し,溶接温度に達したあと、相対運動を停止する。
現在,三つの方式が実用化されている。
摩擦溶接の接合機構としては表面の酸化皮膜や薄い汚れなどが溶接中に分解したり、バリと一緒に押し出され清浄表面同士が接合すると考えられている。
継手強さは 溶接部に鋳造組織や粗大結晶粒などがないので圧接条件が適切であれば,母材と同等の強さをもつ。
熱間圧接
接合部を高温にして塑性変形を加えて溶接する方法で一般に加熱源や加圧方法によって具体的な名称が与えられている。
ガ ス炎を用いる方法をガス圧接、,高周波で加熱する方法を高周波溶接、また 板を重ねて高温で圧延溶接する方法を熱間圧延法などと呼ぶ。
熱間圧接は高温で塑性変形を生じさせるので、接合面の全面が密着し同時に原子拡散や再結晶も起こるので常温溶接より確実な方法である。
しかしチタン-鉄など拡散溶接と同様に有害な化合物がてきる組合せや軟化などによる母材強さの低下が望ましくないものに対しては不向きである。
熱間圧接は現在広く応用されている。 工事現場における 鉄筋の溶接にガス圧接が最も信頼性の高い方法として用いられている。