材料取り
日頃より本コンテンツをご利用いただきありがとうございます。
今後、下記サーバに移行していきます。お手数ですがブックマークの変更をお願いいたします。https://kousyou.synology.me
材料取りというのは鋼材メーカー(鉄の仲買業者)より規格サイズの鉄の材料を仕入れそこから各必要部品のサイズに切り分ける作業のことを言います。
鋼材メーカーから指定寸法で切り板として入手する事も出来ますが当然 その分の手間賃はかかります。
1.ガス溶断
鉄を切断するのに一番 効率がよくコストのかからない方法がガスによる切断です。
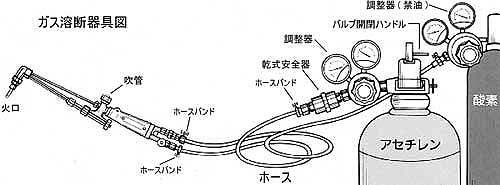
一般にガス溶断と言えばアセチレンと酸素を組み合わせた物です。
たまにプロパンも使用されますが余熱に時間がかかるために多くはアセチレンが使用されています。
酸素のボンベ充填圧力は150kg/cm2と非常に高く扱いには注意が必要です。
本当かどうかは知りませんが不注意で倒してコックが破損してボンベ自体がロケットのように工場内を転がり廻ったという話は聞いたことがあります。
アセチレンの圧力は15kg/cm2と通常のプロパンと同じです。
これを調整器(減圧弁)で圧力を下げて混合ガスをトーチで作り溶断をします。 トーチの吹き出し口を変えれば最大200mm位までの鉄は溶断可能です。
薄い方はあまり薄すぎると切る前に溶けてしまうのでせいぜい6mm位まででしょう。 下に示している物は手作業用の物で自動切断のものもあります。
良く酸素で吹き飛ばすと表現する人がいますがこれは半分だけ正解で酸素は鉄を二酸化鉄にして溶解点を低くして吹き飛ばすが正解です。
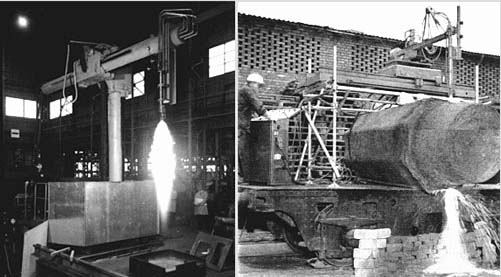
切断される板の下は当然 ガスが出てきますので遮る物があっては困ります。 しかも燃えても困りますので下のような専用テーブルが必要になります。

したの写真は小池酸素工業さんのwebから参考にしましたが こんなのは私も見たことありません。すごいですね~ 最近ではプラズマ溶断も多く使われるようになりました。
プラズマ、レーザーともガス溶断ほど厚物は切れません。
お恥ずかしい話ですが、私は、ステンレスは、ガスで切れないということを理解できていませんでした。 当然 アルミも切れません。
2者の特徴は高速、精度が良い、ランニングコストはプラズマ、レーザーの順に高くなります。
プラズマ切断 切断対象材とトーチ内の電極との間にアーク放電を行い、その熱を利用し切断する方式です。
アーク放電の熱がガスを高温のプラズマ状態にしてノズルから高温・高流速なプラズマジェットを吹き出し、切断対象材(被切断材)を溶融して切断します。
2.高速切断機
ガスの次によく使用されるのが高速カッターです。
これは厚5mm前後の砥石を高速に回転させて材料を切断します。
比較的小さくて長い物の切断に適しています。
扱いが簡単で名前の通り切断時間が短くてすみます。

ガス、高速切断機とも材料に熱が加わるため炭素鋼など加工後 焼きを入れる材料に関しては通常使用はさけられます。
3,メタルソー
高速切断機の砥石が金属のノコ歯になった物です。
ノコ歯の回転数は高速切断機よりもかなり遅くクーラントを流せる物もあり切断時に熱をかけません。
高速切断機と同じく歯の半径より大きな物は切断できないので比較的断面の小さな物の切断に適している。

4,バンドソー
金属ベルトの端が糸鋸形状になっておりベルトがプーリーに巻かれていてプーリー間のベルトは直進的に移動するのでそこへ材料をあてて切断する。
高速切断機、メタルソーに比べて比較的大きな物まで切断可能である。
バンドソーも熱は発生しない。

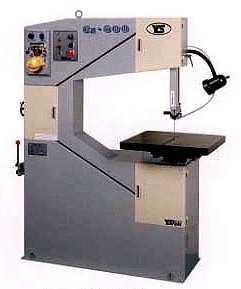
5,コンターマシン
バンドソーを縦型にしてテーブルをつけた物である。
テーブルの上で人がノコ歯に材料を押しつけて形を切り取る。
あまり精度の必要とされない細かな形状作成に用いられる。