金属切削要約
日頃より本コンテンツをご利用いただきありがとうございます。
今後、下記サーバに移行していきます。お手数ですがブックマークの変更をお願いいたします。https://kousyou.synology.me
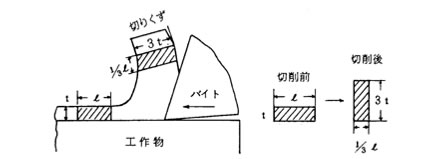
金属切削の最大の特徴は下記の様に切り込み深さ t で削った場合出てくる切りくずの厚さはその t のおおよそ3倍になり、逆に長さは1/3になる。
この比のことを切削比とよび刃物の切れ味を示す目安となる。
この様に金属を切削する場合金属自体に大きな変形を与える事から大きな力が必要でありそれにより高熱を発生させる。
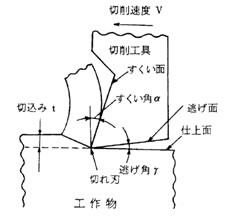 2次元切削工具の刃部は右図に示すように、すくい面と逃げ面、およびその2面が交わってできる切れ刃によって構成され、その形はすくい角 α と逃げ角 γ できまる。
2次元切削工具の刃部は右図に示すように、すくい面と逃げ面、およびその2面が交わってできる切れ刃によって構成され、その形はすくい角 α と逃げ角 γ できまる。
すくい角は、一般に大きい方が切れ味が良いが 逃げ角はついてさえいれば その大小は切れ味に直接は関係しない。
問題はすくい角や逃げ角が大きくなるとくさび角が 小さくなり 刃先強度が弱くなることである。
金属を削るということは 切りくずに大きな変形を与えることであるから この変形が小さいほど使用エネルギーが少なくてすみ,結果として切削力が小さいことになる。
そしてそれが 切れ味が良いということになるのであって変形の小さい、薄い切りくずが出る切削を切れ味の良い切削というのである。
この切れ味を評価するのが せん断角φである。
せん断角φは 下図に示すように刃物の先端と変形が始まる素材の表面とを結ぶ線と刃物の進行方向とのなす角で 図(a)はφの大きな場合, (b)はφの小さな場合を示す。
どちらも切込みは同じ値 t1で、切りくずの厚さは(a)をt2、(b)をt3とする。 同じ切込みでありながら (a)図のように薄い切りくずの場合はφが大きく、(b)図 のように厚い切りくずの場合はφが小さくなる。
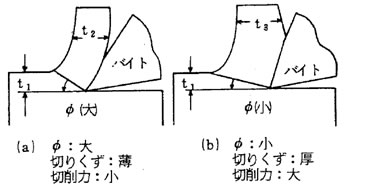
t1 < t3 であるから、(b)は (a)より大き な変形をしており、,大きな切削力が必要になる。
(a)のように薄い切りくずが出る大きなせん断角の方が、切削力は小さくてすみ,切れ味が良いことになる。
バイトのすくい角αを決めるとせん断角 φは となる。
となる。
構成刃先
金属を刃物で削るとき刃物の刃先が直接切りくずを削り出していると考え勝ちである。
しかし,高速度鋼バイトで鉄鋼を削っているときなどは、まず間違いなく刃先に構成刃先といわれるものがついていて、これが切れ刃となって実際の切削を行っている。
構成刃先のすくい角を測ってみると,だいたい30°前後になっている。 そしてもとのバイトのすくい角に関係なく付着する。
したがって バイトのすくい角が30°だと構成刃先は自分のすくい角と変わらなくなるのでわずかしか付着しない。
ただし、わずかではあるが付着するので、付着することはに変わりない。
構成刃先が付いているかいないかの判定は、仕上面または切りくず裏面をみて 光っているかそうでないかで 簡単に判定することができる。
構成刃先があると 仕上面あらさがわるく、生成脱落に応じて削りすぎの量が異るから 寸法精度も不安定になり、仕上げ削りの場合はとくに存在することが望ましくない。