寸法の入れ方
日頃より本コンテンツをご利用いただきありがとうございます。
今後、下記サーバに移行していきます。お手数ですがブックマークの変更をお願いいたします。https://kousyou.synology.me
ここでは、穴の寸法の入れ方について説明します。
穴の目的は、(機械で加工する) 以下に示す目的しかありません。
1、部品同士を結合させる。
2、位置を決める。
3、回転中心の穴
4、重量の軽減
5、メンテナンス用 作業穴
この中でも1、2、3が95%以上を占めます。
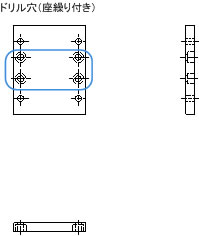
1、部品同士結合させるための穴
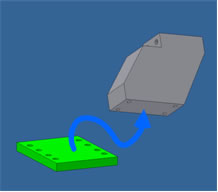
上のように二つの部品を結合させるのに、ねじを使用します。 日常生活でもよくあることです。
ねじで部品を止めるのに絶対条件が二つあります。 穴の大きさと穴の位置が合うこと。
ねじで結合するのには、2種類の方法があります。
ナットを使う方法と、片方の部品にメねじを作る方法です。
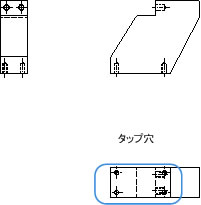
メねじのことをタップと呼びます。(本当はメねじを作るための工具のことですが、タップ=メねじで、理解できます。) ナットを使う場合両方の部品は、ドリル穴(ばか穴)になります。
片方にタップを使う場合は、もう片方は必ずドリル穴になります。 タップとタップは絶対ありえません。
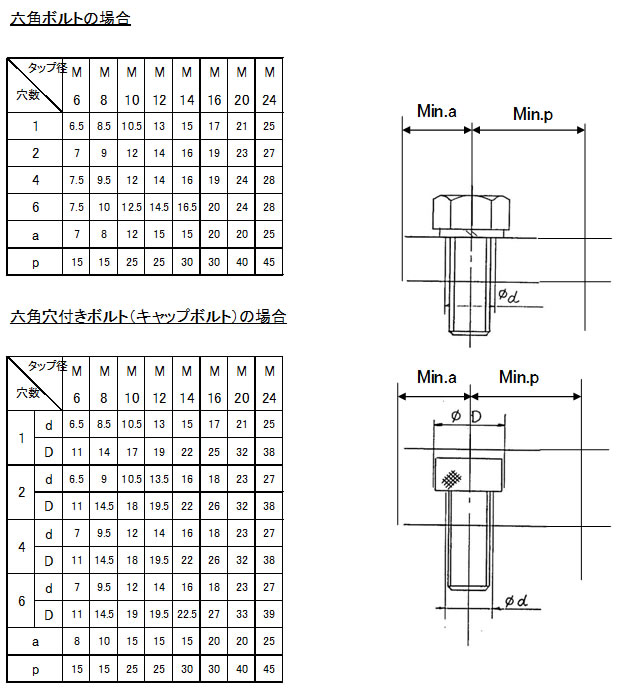
タップのことをM10のように書きます。 ミリねじの外形がφ10ということです。 外形が10なので、ドリル穴はそれ以上の大きさの物が必要です。
おおよそいつも使うサイズは決めておいた方がよいです。 穴の数が多くなれば、少しづつ大きくします。 穴数が増えるとそれだけ位置を合わせるのが困難になるからです。 最低ねじ外形の10%以上はあった方がよいでしょう。 M10ならばφ11以上ですね。 ボルトの穴径参考値を上げておきます。
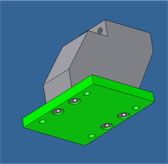
この二つの部品はお互いがねじで結合されるので、お互いのねじの関係が重要となります。 穴と穴との距離をピッチと呼びます。
上の二つの部品は枠で囲んだタップとドリル穴のピッチが合っていないと結合できないということです。
従い一番重要なのは、穴の大きさとピッチです。 まずここに寸法を入れてしまいましょう。
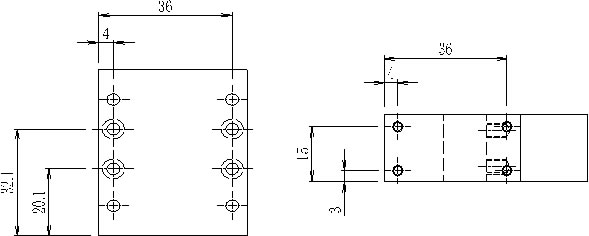
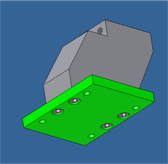
上の図には、わざとピッチの寸法を入れませんでした。 下の図と比べていかがでしょうか?
上も間違いではないですが、重要なピッチの数値が引き算をしないとわからないので、 一目では、合っているのかどうかわかりませんね?
部品図は、それぞればらばらに製図するので、つい穴の寸法など直列、並列で入れてしまいますが、関係する部品との確認がしやすいように入れることが重要です。
この後に、忘れてしまわないうちに穴のサイズを記入したいところですが、ここは、ぐっとこらえて後に廻します。
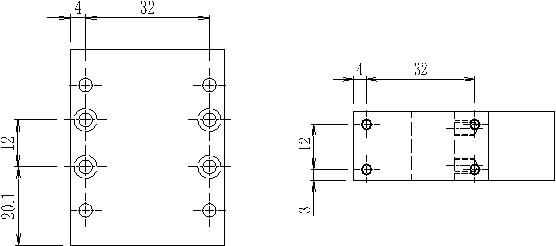
 下のプレートには、別のドリル穴があり、これもまた
このプレート自身がねじで結合されるための物なので、右のようにピッチ寸法を入れます。
下のプレートには、別のドリル穴があり、これもまた
このプレート自身がねじで結合されるための物なので、右のようにピッチ寸法を入れます。
この穴と先ほどの穴の関係を穴同士の寸法に置き換えます。 上の20.1を取り消して11.1に変更します。
ここでは、ねじの穴寸法の入れ方、
E 組み立てられる相手の寸法との関係が容易に確認できること、 穴位置は必ず確認のことを学びました。
部品同士の位置を決めるための穴
それぞれの部品が、ねじなどで結合される場合、結合面はその面で位置は決まりますがそのほかの位置は、ねじと穴の隙間は動くことが可能です。
ねじを使用するということは、分解する可能性があるということを意味し、組み立て分解するたびに位置がずれてしまうことは機能の再現性がないということです。
車のタイヤを交換するたびにまっすぐ 車が走らなくなるということは、考えられません。
機械の組み立てにおいても同じことで組み立てた時に常に同じ位置に再現されなければいけない部品も多くあります。
おおよその位置についていれば問題ない部品も多くあります。 ここでは、部品の位置を決めるための平行ピンの寸法の入れ方について説明します。 下のようにねじとは別に2本のピンをそれに適合する穴に打ち込みます。
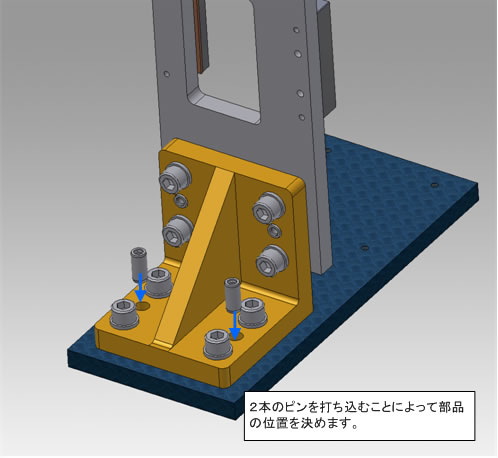
入れるではなく 打ち込むという表現に注意してください。 このピンは手で押して入るというようなものではありません。 まさにハンマーで打ち込むという感じです。 抜くときは逆にノックピン抜きという(このようなピンをノックと言います。)もので、叩き出します。
これでやっと位置が決まるのです。 なぜこんなに入れるのが大変かというとこのピンと穴の隙間は、ほとんどありません。
当然ですね、隙があると位置が決まりません。 隙間がないのに2本のピンが必要なのでこのピッチの誤差もほとんど許されません。 したがって実際のところピンと穴は無理やり入れられているという感じです。
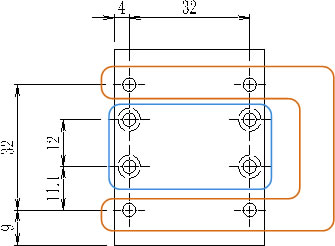
寸法もこの穴に対してはピッチの公差と位置の公差、穴径の公差が必要になります。
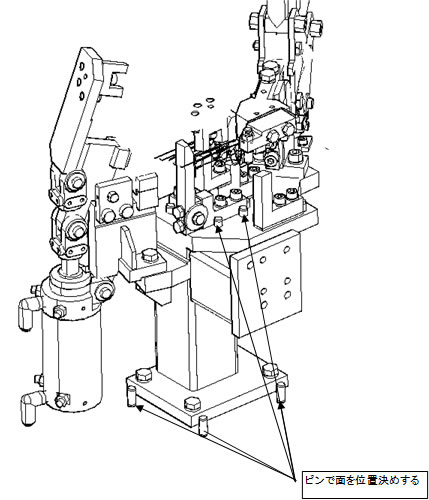
上のようなノックを内ノックといい、下のようにに3本使用して面に当てて位置を決める方法を外ノックと言います。
公差については、絶対的なものはありませんが、おおよそ 下に示すような値が一般的です。
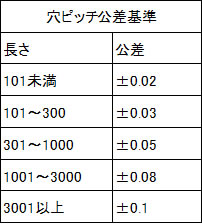
青で囲まれているものが位置の公差、±0.05mm 赤で囲まれているものが 穴のピッチ公差、 ±0.02mm 数値が大きくれば、それに比例して公差も大きくする必要があります。
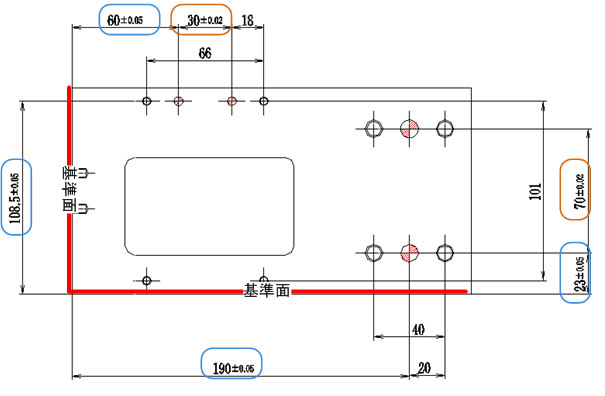
この穴の寸法は、ねじの寸法入れよりもさらに相手部品との関係が重要で、必ずピッチの寸法が必要です。
一対の位置決め穴に対して必ずX,Y方向の位置の寸法が入っていることを見てください。
それぞれの位置決め穴は、寸法を極力積み上げないようにしてください。
基準面(基準穴)からそれぞれ直接入れてください。