何がいいの?(どれが一番?)
日頃より本コンテンツをご利用いただきありがとうございます。
今後、下記サーバに移行していきます。お手数ですがブックマークの変更をお願いいたします。https://kousyou.synology.me
どれが一番 いいのだろう?
長年 いろいろな設計をしていますと、ちょっとしたことなのですが、お客さまからの要望、意見を伺う機会があります。 それも同じ問題で違う意見の場合も少なくありません。
もちろん個々のお客様の要望に合わせるのですが本当のところどっちが、より適切なのだろう?と思うこともしばしばです。
皆さんも日頃、どれが本当は一番いのだろうかと悩まれていることでしょう。
角パイプの蓋の仕方
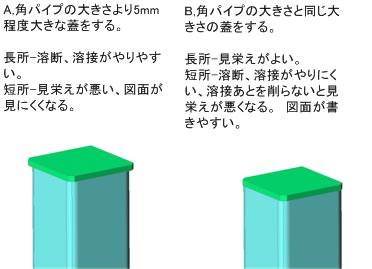
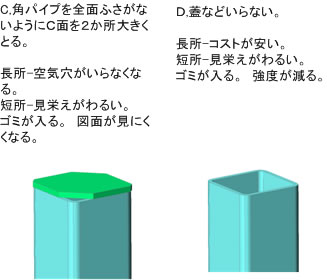
皆さんは、どれが一番 よいと思いますか?
六角ボルトと六角穴つきボルト(キャップボルト)どちらを基本として使用しますか?
私の場合は、特に指定がなければ六角穴付を使用します。
六角ボルトの場合は、ハイテンボルトと指定しない場合、多くは生材に亜鉛めっきをしたものを使用 される場合が多いからです。
その点、六角穴付は、SCM材、またはステンレス以外、一般の市販ではお目にかかれません。
 ばね座金は使用しますか? 使用するとすればどこに使用しますか?
ばね座金は使用しますか? 使用するとすればどこに使用しますか?
一つの事例がすべてではない。
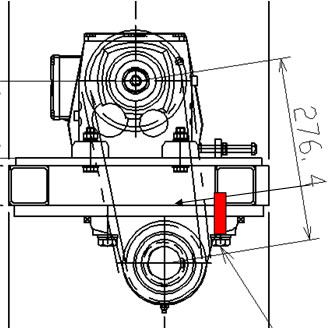 角パイプにタップがかかる
左図のように ボルトのねじが角パイプの縦板にかかるような位置の時、 ベストはかからないようにすることです。 または 裏板の厚みを十分にとりネジ深さを確保するかです。
角パイプにタップがかかる
左図のように ボルトのねじが角パイプの縦板にかかるような位置の時、 ベストはかからないようにすることです。 または 裏板の厚みを十分にとりネジ深さを確保するかです。
しかし時としてどうしても出てくるのも事実です。 ねじサイズがM16で板厚が16で力がかかるところでしたので、ネジ深さが16確保したかったのでパイプをずらしました。 (仮溶接が済んでいましたが、わざわざはずして変更しました) 私の認識では突き抜ける手前までドリルで開けてそのあと少し大きな径のエンドミルで角パイプを含めて下穴を確保してタップを加工できるのではないかと思いますが、加工者から パイプを組みなおす方が工数は少なくて済むと言われてそのように対応しました。
今回 問題になった穴は、4個です。 その後信頼のおけるベテランの方に確認したら、やはり 加工は可能とのこと。 いろいろと条件はあるが、自分であれば加工したと教えてくれました。
その時の条件では、加工できないものが、ある熟練工のもとでは可能となるものは多くありますし、道具、設備があれば可能となることも多くあります。 一つの事例を経験しただけでそれが 、すべてに当てはまるとは考えない方がいいということですね。
ただしくれぐれも 相手を知識で押さえ込むようなことは、愚の骨頂ということをお忘れなきように。 それぞれの立場があり、意見を出し合うのと、言い争うのとではまったく次元の違うものになってしまいます。 組織力、チームワークは何よりも重要です。