標準数 / 普通寸法許容差表(普通、一般公差)
日頃より本コンテンツをご利用いただきありがとうございます。
今後、下記サーバに移行していきます。お手数ですがブックマークの変更をお願いいたします。https://kousyou.synology.me
標準数解説
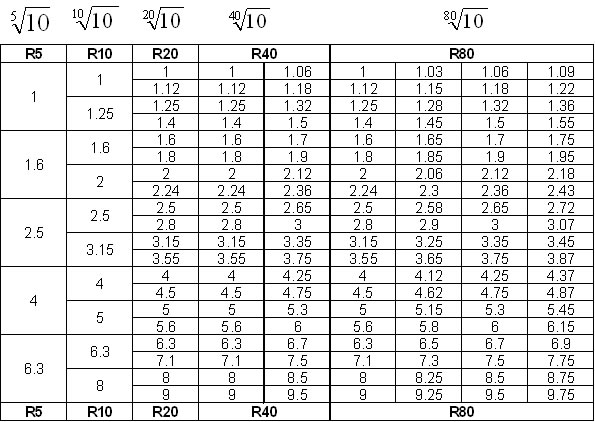
標準数とは工業製品を製作する上で基準となる数値のことで下の表の左側から優先的に使用するように制定されている数のことです。
R5 とは 10の5乗根 R10は 10の10乗根 のことをいい この根の中に入る数字を 1, 10, 100, 1000, 10000と一桁ずつ増やし計算して出した値である。
シリンダーの内径など φ32, φ63などがあるのはこの 標準数に従っているためです。シリンダーの内径は 32, 40, 50, 63, 80, 100, 125, 140, 160です。
なぜ標準数は等比数列なのか? 以下JISの解説より
ワイヤーの線形をで4mmの線形で不足の場合5mmで満足されるだろうが、0.4mmの場合1mm増の1.4mmでは満足できる物ではなく 0.5mmが要求されるであろう。 もう一段太い物をと言う意味は 前の物の 何 % 増と言うことで 何ミリ増と言うことではない。 このように経験値を満足する数比等列が標準数として使用されるようになった。
普通寸法許容差表
- 長さ
- 角度寸法
- 金属プレス加工品
- 鋳鉄品
表1 面取り部分を除く長さ寸法に対する許容差 単位 mm
|
基準寸法の区分 | ||||||||||
| 記号 | 説明 | 0.5(1) | 3を超え | 6を超え | 30を超え | 120を | 400を | 1000を | 2000を | ||
| 以上 | 6以下 | 30以下 | 120以下 | 超え | 超え | 超え | 超え | ||||
| 3以下 | 400以下 | 1000以下 | 2000以下 | 4000以下 | |||||||
| 許容差 | |||||||||||
| f | 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | - | ||
| m | 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ||
| c | 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 | ||
| v | 極粗級 | - | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±6 | ||
表2 面取り部分の長さ寸法
(かどの丸み及びかどの面取り寸法)に対する許容差 単位 mm
|
基準寸法の区分 | |||||
| 記号 | 説明 | 0.5(1)以上3以下 | 3を超え6以下 | 6を超えるもの | ||
| 許容差 | ||||||
| f | 精級 | ±0.2 | ±0.5 | ±1 | ||
| m | 中級 | |||||
| c | 粗級 | ±0.4 | ±1 | ±2 | ||
| v | 極粗級 | |||||
表3 角度寸法の許容差
角度の単位で指定した普通公差は、線の、又は表面を構成している線分の
一般的な姿勢だけを規制し、それらの形状偏差を規制するものではない。
実際の表面から得られる線の一般的な姿勢は、理想的な幾何学的形状の
接触線の姿勢で決まる。 このとき、接触線と実際の線との間の最大間隔は、
できるだけ小さい値でなければならない。
|
基準寸法の区分 | |||||||
| 記号 | 説明 | 10以下 | 10を超え | 50を超え | 120を超え | 400を超える | ||
| 50以下 | 120以下 | 400以下 | もの | |||||
| 許容差 | ||||||||
| f | 精級 | ±1° | ±30' | ±20' | ±10' | ±5' | ||
| m | 中級 | |||||||
| c | 粗級 | ±1°30' | ±1° | ±30' | ±15' | ±10' | ||
| v | 極粗級 | ±3° | ±2° | ±1° | ±30' | ±20' | ||
適用範囲
この規格は、金属プレス加工品の普通寸法公差について規定する。
なお、ここでいう金属プレス加工品とは、金属板を打抜き・曲げ・絞りによってプレス加工したものをいい、
金属板のせん断加工品は含まない。
打抜きの普通寸法公差
打抜きの普通寸法公差の等級はA級、B級及びC級の3等級とし、それぞれの寸法許容差は表1による。
打抜きの普通寸法公差の等級はA級、B級及びC級の3等級とし、それぞれの寸法許容差は表1による。
表1 打抜きの普通寸法許容差 単位 mm
|
等級 | |||
| A級 | B級 | C級 | ||
| 6以下 | ±0.05 | ±0.1 | ±0.3 | |
| 6を超え30以下 | ±0.1 | ±0.2 | ±0.5 | |
| 30を超え120以下 | ±0.15 | ±0.3 | ±0.8 | |
| 120を超え400以下 | ±0.2 | ±0.5 | ±1.2 | |
| 400を超え1000以下 | ±0.3 | ±0.8 | ±2 | |
| 1000を超え2000以下 | ±0.5 | ±1.2 | ±3 | |
備考 A級、B級及びC級は、それぞれJIS B 0405の公差等級f、m及びcに相当する。
表2 曲げ及び絞りの普通寸法許容差 単位 mm
|
等級 | |||
| A級 | B級 | C級 | ||
| 6以下 | ±0.1 | ±0.3 | ±0.5 | |
| 6を超え30以下 | ±0.2 | ±0.5 | ±1 | |
| 30を超え120以下 | ±0.3 | ±0.8 | ±1.5 | |
| 120を超え400以下 | ±0.5 | ±1.2 | ±2.5 | |
| 400を超え1000以下 | ±0.8 | ±2 | ±4 | |
| 1000を超え2000以下 | ±1.2 | ±3 | ±6 | |
備考 A級、B級及びC級は、それぞれJIS B 0405の公差等級f、m及びcに相当する。
鋳鉄品の普通許容差
適用範囲
この規格は、砂型(精密鋳型及びこれに準ずるものを除く。)による。ねずみ
鋳鉄品及び球状黒鉛鋳鉄品の長さ及び肉厚の鋳放し寸法の普通許容差
(以下、普通許容差という。)について規定する。
表1 長さの普通許容差 単位mm
| 寸法の区分 | 材料 | ねずみ鋳鉄品 | 球状黒鉛鋳鉄品 | ||
| 等級 | 精 級 | 並 級 | 精 級 | 並 級 | |
| 120以下 | ±1 | ±1.5 | ±1.5 | ±2 | |
| 120を超え250以下 | ±1.5 | ±2 | ±2 | ±2.5 | |
| 250を超え400以下 | ±2 | ±3 | ±2.5 | ±3.5 | |
| 400を超え800以下 | ±3 | ±4 | ±4 | ±5 | |
| 800を超え1600以下 | ±4 | ±6 | ±5 | ±7 | |
| 1600を超え3150以下 | - | ±10 | - | ±10 | |
表2 肉厚の普通許容差 単位mm
|
材料 | ねずみ鋳鉄品 | 球状黒鉛鋳鉄品 | |||
| 等級 | 精 級 | 並 級 | 精 級 | 並 級 | ||
| 10以下 | ±1 | ±1.5 | ±1.2 | ±2 | ||
| 10を超え18以下 | ±1.5 | ±2 | ±1.5 | ±2.5 | ||
| 18を超え30以下 | ±2 | ±3 | ±2 | ±3 | ||
| 30を超え50以下 | ±2 | ±3.5 | ±2.5 | ±4 | ||